ROV
ROV
Cable solutions for Remotely Operated Vehicles
Cable solutions for Remotely Operated Vehicles
Reach for the impossible.
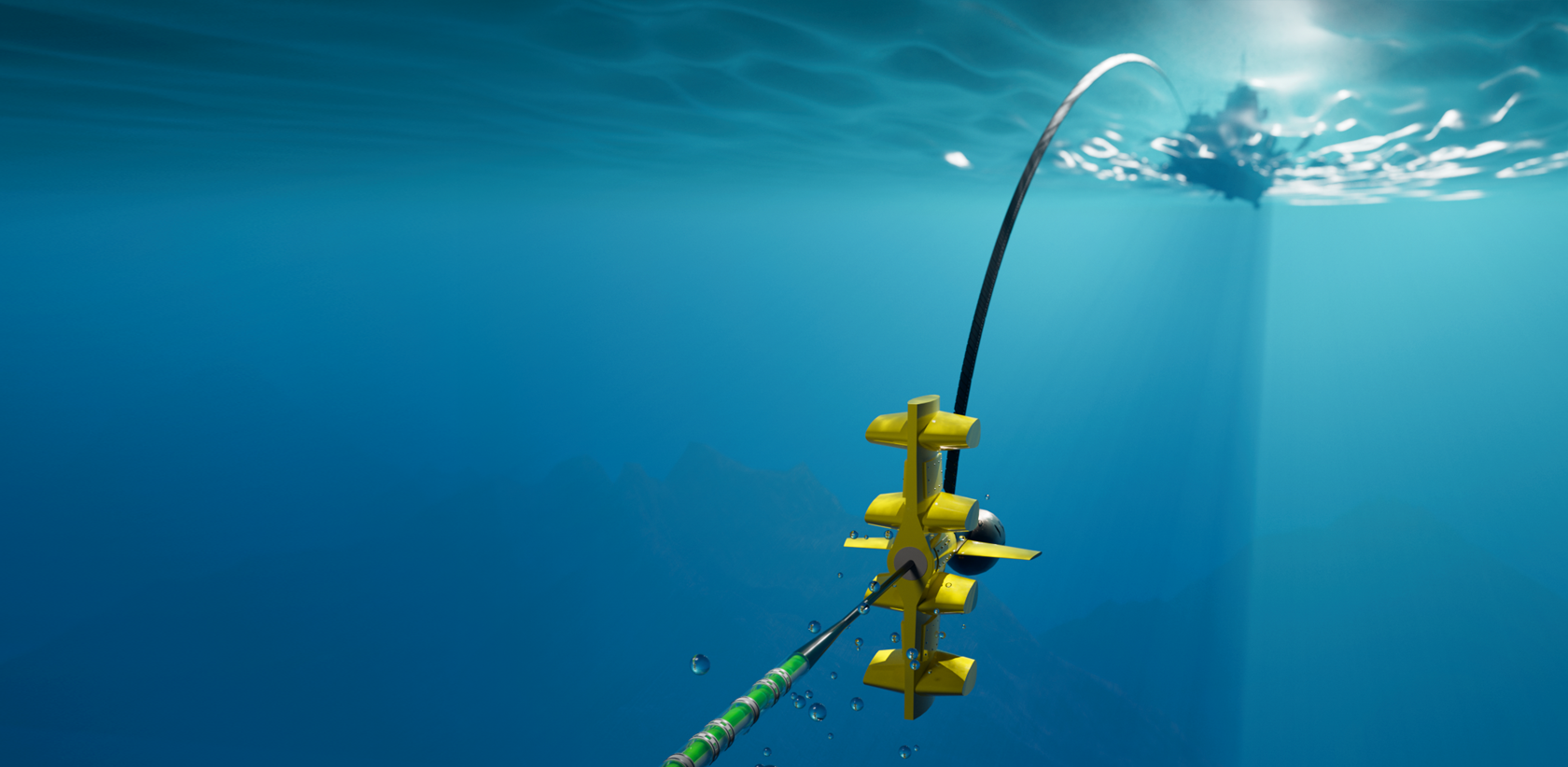
For ROVs, operating where the ocean sets the most demanding conditions, reliability can’t be left to chance. Here, DeRegt’s solutions safeguard perfect control.

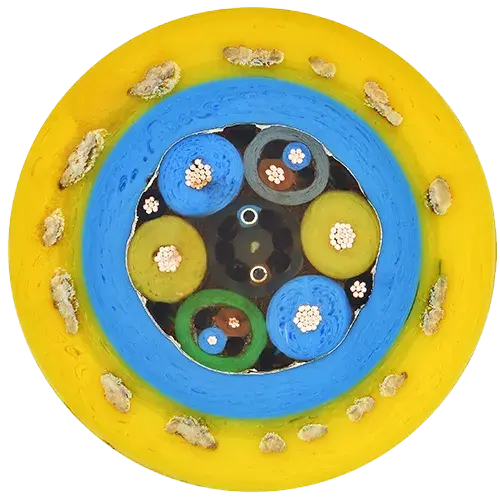
Custom design examples of our ROV cables
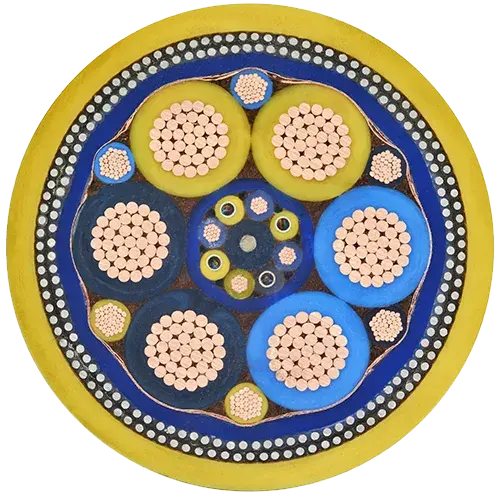
Deep sea mining cable
- Power: 3P, 550 kW (2x), 4.5 kV
- Depth rating: 6km
- High crush resistance
- Automatically clamped onto riser sections
- Fully redundant fibre optic communication
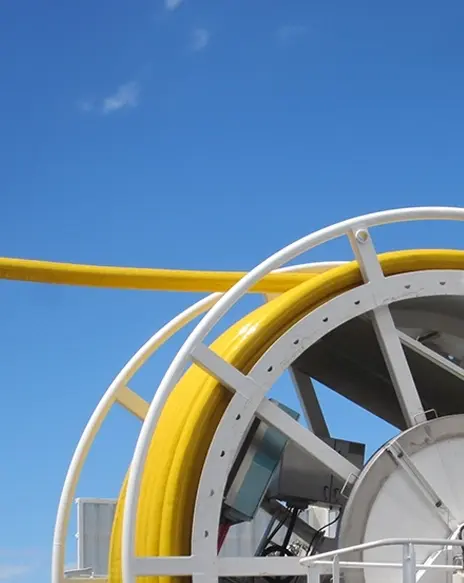
Light weight tether cable
- Neutrally buoyant
- High flexibility
- Braided Vectran strength member

ROV main lift cable
- High break strength
- Crush resistant
- Torque balanced
- Compact layout
Request custom cable design
Let's co-create your ROV cable
ROV operations demand more than catalog cables. Weight, buoyancy, diameter, integration, every detail matters. That’s why we design with you, not for you. Together, we optimize performance, prevent down-time, and build an umbilical proven to perform in the field.
Connect with our ROV specialist
Discover how DeRegt's custom cable solutions can meet your unique requirements. Whether you need cables for short or long distances, our experts are here to help you every step of the way.
- Feasability check
- Ask a question
- Challenge us

Hanieh Shamsizadeh
Business development manager ROV
Call +31 (0) 643204122